1. 분쇄기에서 강하고 비정상적인 진동이 발생합니다.
원인: 진동의 가장 흔한 원인은 턴테이블의 불균형이며, 이는 해머 블레이드의 잘못된 설치 및 배열, 해머 블레이드의 심한 마모 및 제때 교체되지 않은 경우, 일부 해머 부품이 고착되어 풀리지 않는 경우, 로터의 다른 부품 손상으로 인한 무게 불균형 등으로 발생할 수 있습니다. 그 외 진동을 유발하는 문제로는 스핀들의 유격으로 인한 변형, 베어링의 심한 마모로 인한 손상, 기초 볼트의 풀림, 해머 속도가 너무 높은 경우 등이 있습니다.
해결 방법: 해머 블레이드를 올바른 순서대로 재설치하십시오. 해머 블레이드를 교체할 때 무게 편차가 5g를 초과하지 않도록 하십시오. 전원을 끄고 점검한 후, 해머를 조작하여 걸린 부품이 정상적으로 회전하는지 확인하십시오. 턴테이블의 손상된 부품을 교체하고 균형을 맞추십시오. 스핀들을 바로잡거나 교체하십시오. 베어링을 교체하십시오. 기초 볼트를 단단히 조이십시오. 회전 속도를 줄이십시오.
2. 분쇄기가 작동 중에 비정상적인 소음을 냅니다.
원인: 금속이나 돌과 같은 단단한 물체가 분쇄실에 들어갔음; 기계 내부 부품이 헐거워지거나 분리됨; 해머가 파손되어 떨어져 나감; 해머와 체 사이의 간격이 너무 좁음.
해결 방법: 기계를 멈추고 점검하십시오. 부품을 조이거나 교체하십시오. 분쇄실에서 단단한 이물질을 제거하십시오. 파손된 해머 조각을 교체하십시오. 해머와 체 사이의 간격을 조정하십시오. 일반 곡물의 최적 간격은 4~8mm이고, 짚의 경우 10~14mm입니다.
3. 베어링이 과열되어 분쇄기 케이스의 온도가 매우 높아졌습니다.
원인: 베어링 손상 또는 윤활유 부족; 벨트 장력 과다; 과도한 공급 및 장기간 과부하 작업.
해결 방법: 베어링을 교체하십시오. 윤활유를 추가하십시오. 벨트 장력을 조정하십시오(전동 벨트 중앙을 손으로 눌러 18~25mm 높이의 호를 만드십시오). 공급량을 줄이십시오.
4. 공급 입구의 공기 흐름 방향 반전
원인: 팬 및 이송 파이프라인 막힘; 체 구멍 막힘; 분말 백이 너무 가득 찼거나 너무 작음.
해결 방법: 팬의 과도한 마모 여부를 확인하십시오. 체 구멍을 청소하십시오. 분말 수집 백을 제때 비우거나 교체하십시오.
5. 방전 속도가 현저히 감소했습니다.
원인: 해머 날의 심한 마모; 분쇄기의 과부하로 인한 벨트 미끄러짐 및 회전 속도 저하; 체 구멍 막힘; 해머와 체 사이의 간격이 너무 큼; 불균일한 공급; 불충분한 지지력.
해결 방법: 해머 날을 교체하거나 다른 모서리로 옮기십시오. 부하를 줄이고 벨트 장력을 조정하십시오. 체 구멍을 청소하십시오. 해머와 체 사이의 간격을 적절히 줄이십시오. 균일한 공급을 유지하십시오. 고출력 모터로 교체하십시오.
6. 완성품이 너무 거칠다
사유: 체의 구멍이 심하게 마모되었거나 손상되었습니다. 망사 구멍이 체 고정대에 단단히 고정되어 있지 않습니다.
해결 방법: 체망을 교체하십시오. 체 구멍과 체 고정대 사이의 간격을 조정하여 단단히 고정되도록 하십시오.
7. 벨트 과열
이유: 벨트가 제대로 조여지지 않았습니다.
해결 방법: 벨트의 조임 정도를 조절하십시오.
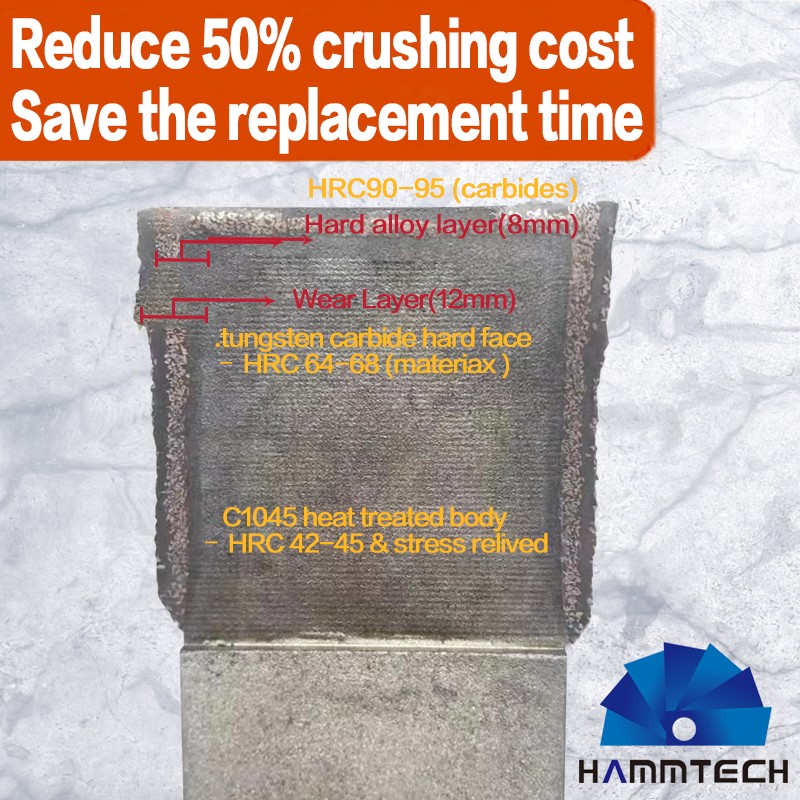
8. 망치날의 수명이 짧아집니다.
원인: 재료의 과도한 수분 함량으로 인해 강도와 인성이 증가하여 분쇄가 어려워짐; 재료가 깨끗하지 않고 단단한 이물질이 섞여 있음; 망치와 체 사이의 간격이 너무 좁음; 망치날의 품질이 너무 떨어짐.
해결책: 재료의 수분 함량을 5% 이하로 조절하십시오. 재료 내 불순물 함량을 최대한 줄이십시오. 해머와 체 사이의 간격을 적절하게 조정하십시오. 나이(Nai)사의 고합금 해머 3개와 같은 고품질 내마모성 해머를 사용하십시오.
게시 시간: 2025년 2월 28일