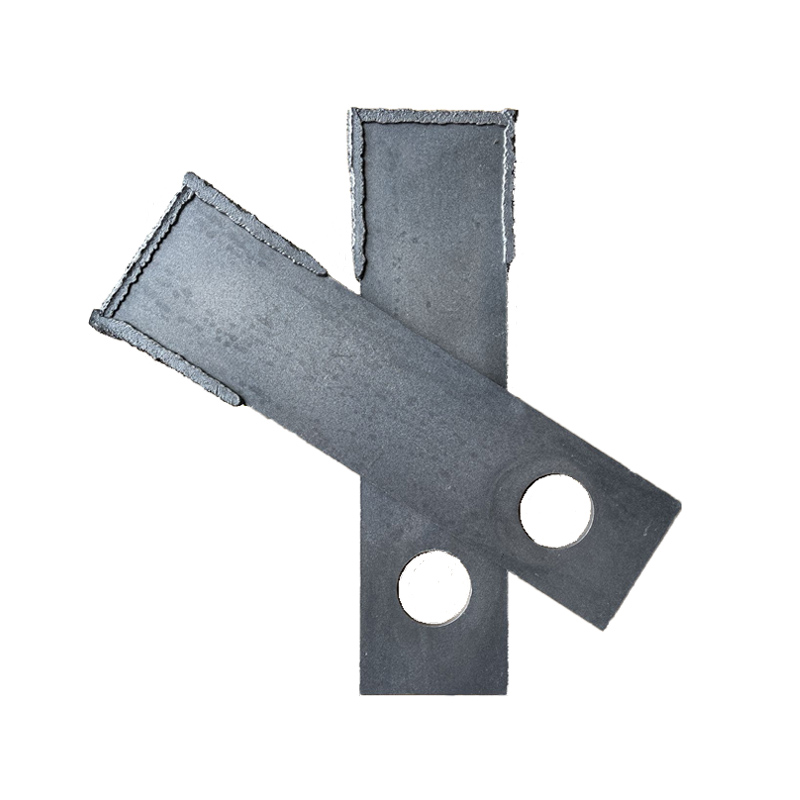
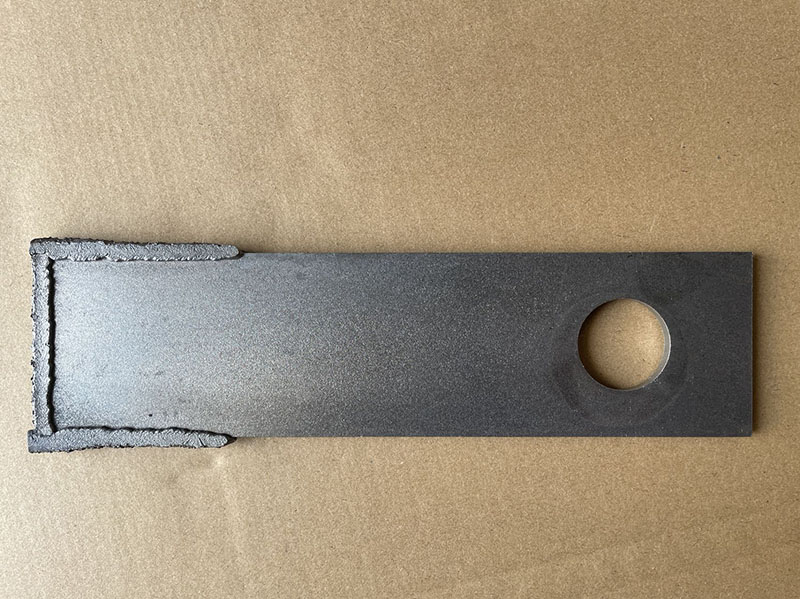
텅스텐 카바이드 망치날 (구멍 하나)


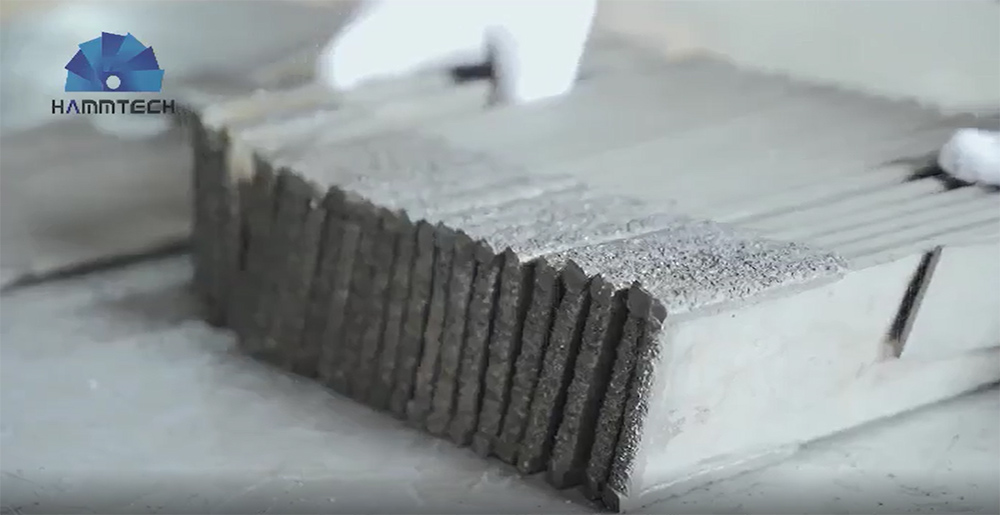
표면 경화
망치날의 작업 모서리 부분에 1~3mm 두께의 탄화텅스텐 합금층을 덧씌운다. 시험 결과에 따르면, 적층 용접된 탄화텅스텐 합금 망치날의 수명은 65Mn 전체 담금질 망치날보다 7~8배 길지만, 제조 비용은 두 배 이상 높다.
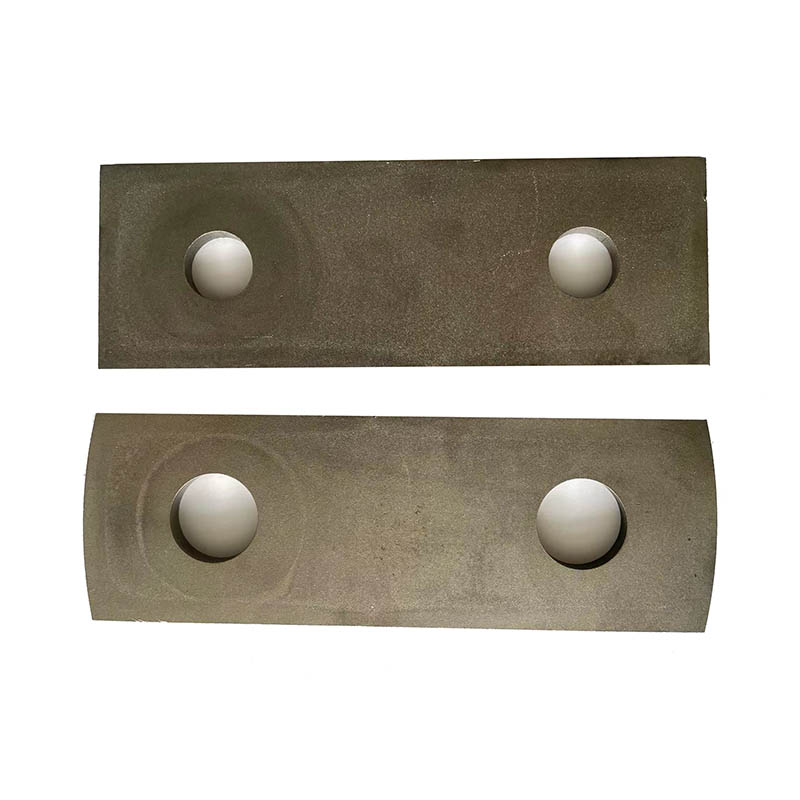
가공 정밀도
해머는 고속으로 회전하는 부품이므로 제조 정밀도가 분쇄기 로터의 균형에 큰 영향을 미칩니다. 일반적으로 로터에 장착된 두 해머 그룹 간의 질량 차이는 5g을 초과해서는 안 됩니다. 따라서 가공 과정에서 해머의 정밀도를 엄격하게 관리해야 하며, 특히 텅스텐 카바이드 해머의 경우 표면 처리 품질을 철저히 보장해야 합니다. 해머 날은 세트로 장착해야 하며, 세트 간 임의로 교체해서는 안 됩니다.
수량 및 배열
해머 밀의 로터에 있는 해머 블레이드의 개수와 배열은 로터의 균형, 분쇄실 내 재료 분포, 해머 마모의 균일성 및 분쇄기의 효율에 영향을 미칩니다.
해머 블레이드 수는 로터 폭 단위당 해머 블레이드 수(해머 밀도)로 측정됩니다. 밀도가 너무 크면 로터가 토크를 발생시키기 어려워 재료가 더 많이 타격되어 kWh 출력이 감소하고, 밀도가 너무 작으면 분쇄기 출력에 영향을 미칩니다.
해머 블레이드의 배열은 로터 상의 해머 블레이드 그룹 간, 그리고 동일한 그룹 내의 해머 블레이드 그룹 간 상대적인 위치 관계를 의미합니다. 해머 블레이드의 배열은 다음과 같은 요구 사항을 충족하는 것이 가장 좋습니다. 로터가 회전할 때 각 해머 블레이드의 궤적이 중복되지 않아야 하고, (특별한 요구 사항이 없는 한) 해머 블레이드 아래의 분쇄실에서 재료가 한쪽으로 쏠리지 않아야 하며, 로터가 힘의 균형을 이루고 고속 회전 시 진동하지 않아야 합니다.

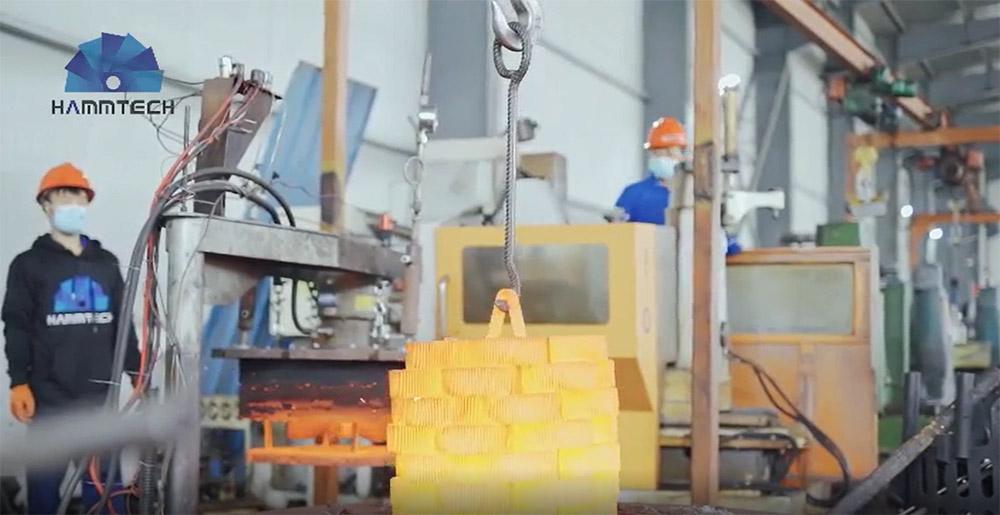
작동 원리
동력을 통해 여러 개의 해머 블레이드가 회전하며, 일정 속도에 도달하면 기계에 투입된 재료가 분쇄(큰 것은 작게 부수기)되고, 팬의 작용으로 분쇄된 재료는 스크린의 구멍을 통해 기계 밖으로 배출됩니다.
제품 교체
해머 블레이드는 분쇄기의 작동 부품 중 재료를 직접 타격하는 부분이므로 마모가 가장 빠르고 교체 빈도가 가장 높은 부품입니다. 해머 블레이드의 네 개의 작동 각도가 모두 마모되면 적시에 교체해야 합니다.